СКИФ-М Каталог инструмента 2015
для размещения заказа - info@skif-m-tools.ru
MT290K
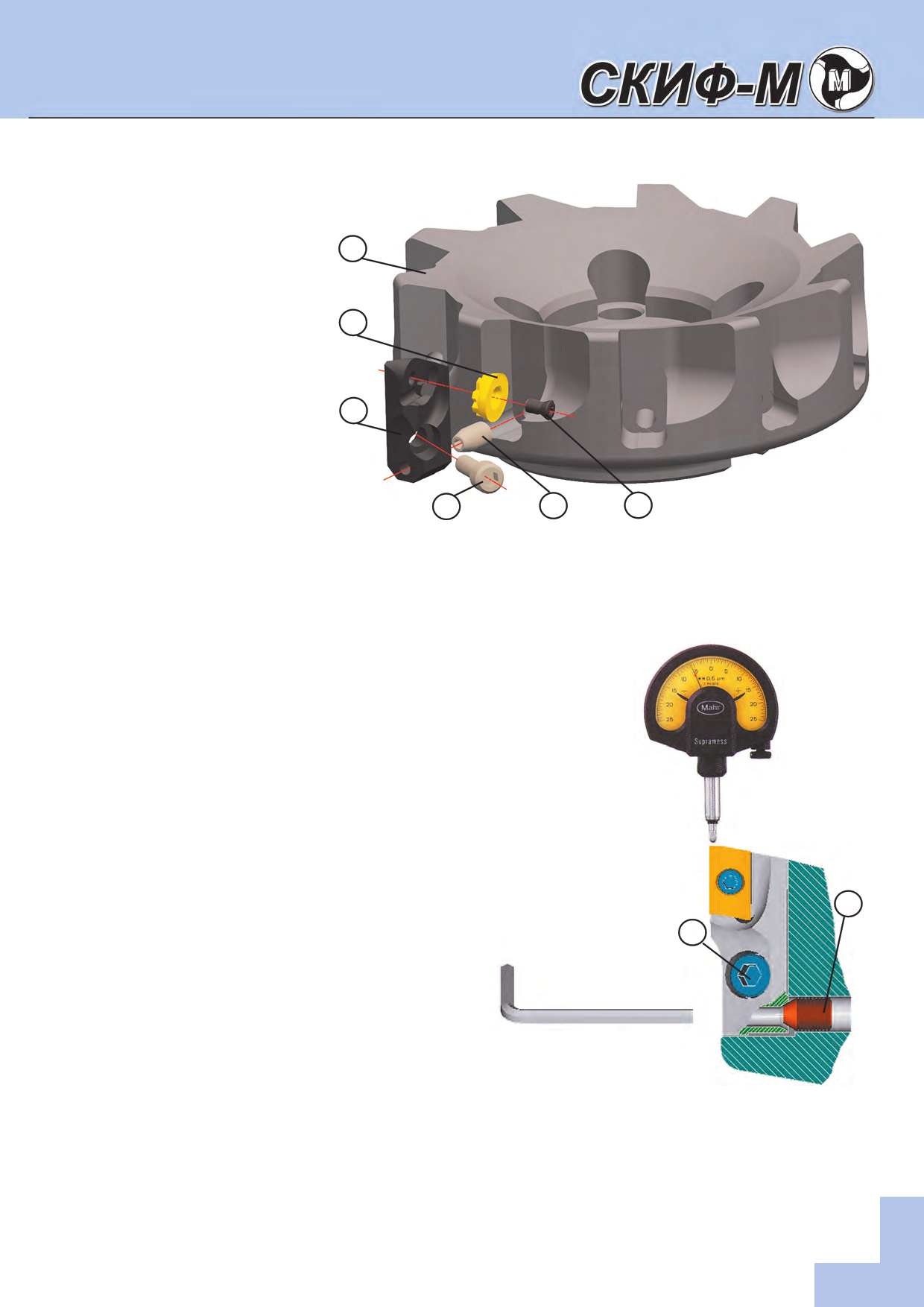
Порядок точной настройки фрез торцовых кассетного исполнения
1. Регулировочный винт.
2. Винт крепления кассеты.
3. Винт крепления пластины.
4. Кассета.
5. Пластина.
6. Корпус фрезы.
6
5
4
2 13
Механизм настройки
В корпусе фрезы каждый паз под кассету имеет отверстие с резьбой, в котором установлен
регулировочный винт с конической головкой. Своей конической поверхностью винт контактирует
с соответствующей поверхностью кассеты. При вращении винта в левую сторону он
перемещает кассету в осевом направлении, что позволяет получить особо точное расположение
пластины.
Точная настройка фрезы
1. Регулировочный винт 1 устанавливается заподлицо в корпус фрезы .
2. Устанавливается кассета и закрепляется винтом 2.
При этом необходимо обратить внимание, чтобы кассета была прижата торцовой
поверхностью к базовой торцовой поверхности паза корпуса.
3. После монтажа всех кассет с упором на базовую торцовую поверхность корпуса фреза
проверяется на торцовое биение путём последовательной установки в каждую кассету
эталонной пластины. Максимально выступающий зуб принимается за «0», и по нему
производится настройка всех оставшихся кассет.
4. При настройке каждого зуба предварительно кассета
закрепляется винтом 2 с усилием 3 Hм, затем с помощью левого
вращения регулировочного винта 1 устанавливается торцовое
биение в пределах 0,005 мм, после чего винтом 2 кассета
окончательно закрепляется с усилием 9 Нм.
2
1
Подобная настройка фрезы необходима только в случае особо высоких требований к
поверхности при чистовом фрезеровании с небольшими припусками. Во всех остальных случаях
сохраняется базовая установка кассет с опорой на торцовую поверхность корпуса, выполняемая
изготовителем.
СКИФ-М
info@skif-m-tools.ru
www.skif-m-tools.ru
C49